By Hank van Ormer, Technical Director, Air Power USA
12/02/2021
Operating the vacuum system at higher levels (then necessary) affects the needed volumetric flow to compensate for leaks. This required compensation of volume (ACFM) must be added to the nominal production flow demand. The ambient air leak into the system will expand to the highest vacuum level, which is known as the “Expansion Ratio.”
Audit Proposed Action Plan
- Review all the operating components at the system points specified; measure the pressure drop – HgAbs with the same gauge.
- Main header to system
- Entry to specific points/components
- List all components with their pressure drop (from measured HgAbs) and entry to pump. Start with highest ΔP at the top to the lowest ΔP at the bottom; create a priority list from worst to best.
- Check all running logs for total system maintenance with special attention given to the In and Out of the vacuum piping.
- Vent lines (not fouled), vent (filter) with liquid-sealed or oil-sealed rotary screw
- Check the pump discharge or vent line
- Check proper draining and maintain filters, separators, etc.
Some of The Best Vacuum System Targets for Review
- Piping diameter is the most common problem in vacuum systems; often this is a “multi-issue” problem -- size, configuration, long runs, connectors.
- Never run smaller pipe than the discharge size of the vacuum pump inlet
- Longer runs require larger diameter piping
- For multiple pump systems, calculate the total ACFM HgV possible in each sector and then size accordingly.
- Where converging flows come together from multiple supplies - be sure all connections are not restrictive (no 90⁰ elbows); use only long ells and sweeps (no TEE connections), long sweep lateral 30⁰ - 45⁰ entry.
Audit Measure Summary
- Short straight runs minimize the use of elbows; when necessary, use long radius elbows, not 90°.
- If there are inlet filters are on the vacuum pump – they should be carefully monitored and changed as needed. They create pressure drop when new and even more when fouled.
- In the pump inlet is preceded by filters, mist eliminators, and/or separator - be sure these are working well, and are sized for the proper air velocity, and can be effectively drained and maintained.
- Vacuum pump controls – technology today offers many very effective control systems, particularly for multiple pump systems and deliver a very effective and efficient vacuum flow within the pump(s) operating range, which allows the pump(s) to operate properly.
- If the pump is not operating properly, contact the equipment supplier or consultant for evaluation.
- Leak Study – locate, tag, and estimate size of leak. The most used method to find and evaluate leaks is an Ultrasonic Detector and/or tracer gas.
Table 1: Vacuum System Pressure Loss/Leaks Increase the Required Volume Flow (ACFM) to Hold the Targeted Vacuum Level
|
ACFM Required by Production Process @ 20” HgV |
Pressure Drop in Distribution System |
Required Vacuum Level at Vacuum Pump |
ACFM Required to Compensate for Pressure Drop |
|
100 |
1” Hg |
21” Hg |
111 |
|
100 |
2” Hg |
22” Hg |
125 |
|
100 |
3” Hg |
23” Hg |
142 |
|
100 |
4” Hg |
24” Hg |
166 |
|
100 |
5” Hg |
25” Hg |
200 |
|
100 |
6” Hg |
26” Hg |
250 |
|
100 |
7” Hg |
27” Hg |
333 |
A pressure loss of 4” Hg in a 24” HgV system will require an approximate 50% increase in ACFM flow to hold the target pressure.
Identifying the Potential Energy Savings by Vacuum Leak Repairs
In many plants, the vacuum system is overlooked during the energy savings analysis. There are several reasons for this. Often relative to refrigeration and/or compressed air baseline horsepower, the energy use is small. Few plant personnel understand vacuum, particularly their operation relative to energy cost. There is a similar lack of knowledge of the various methods of delivering vacuum and the appropriate application and selection of each. Vacuum leaks are not as obvious or intrusive as steam, air, or hydraulic leaks.
In many facilities, there are at least two separate vacuum systems used in production. Large central vacuum system processes, such as IS machines used in glass container manufacturing forming, are an example where vacuum is usually supplied by at least two larger vacuum pumps with one running at a time for production, and the other being used as a back-up/swing unit. There may also be a separate vacuum system dedicated to production lines and product handling.
Example of a Vacuum Leak Creating an Energy Savings Opportunities
This example consists of two large rotary ball valves, at a glass container plant (Figure 1), which are leaking about 35 cfm total (left side valve 20 cfm, right valve 15 cfm). They are automatic valves which open as the switch is made from one unit to the other to break the “dead head.” The switch is implemented manually by an operator as required.
The operating cost and pertinent data of these leaks is calculated below
- Ambient Pressure – 30” HgAbs.
- Total Vacuum Level reached with leaks – 23” HgAbs.
- Target Vacuum level – 30” HgAbs
- Make up ACFM to reach – 30”- 23” = 7”
- Expansion Ratio –
- Vacuum pump holds 23” HgAbs. With 35 acfm leak x Expansion factor = 150 scfm () continually to hold Target Pressure of 30” HgAbs. (Note: This target is not fully reachable with the equipment on site). However, the plant wants as low a pressure as they can obtain. The location is almost at sea level.
True running average acfm/hp for the central pump is 12.5 scfm/hp
- 9.3214kW x 8,760 x 0.88kWh = $7,185/yr project savings ($300 project cost)
Audit Action: Construct appropriate covers to seal the leaks, such as heavy rubber or similar materials. These will have to be removed at switchover time and then reinstalled.
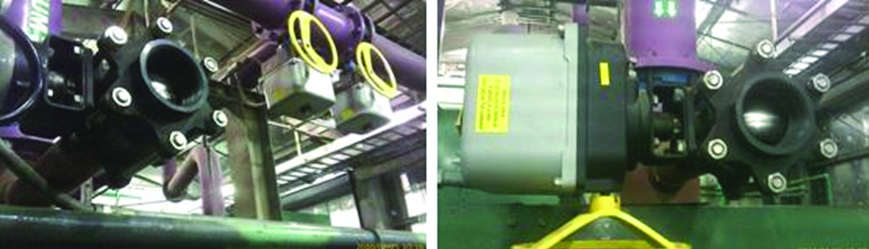 |
Figure 1: Examples Vacuum System Leak Locations.
These two large rotary ball valves, at a glass container plant, are leaking about 35 cfm total (left-side valve 20 cfm, right-side valve 15 cfm)
Vacuum Audit Measures Summary
Vacuum systems will provide better performance if you practice the following tips
- Minimize bends in the piping playout. Every bend, every change in direction, etc., adds to pressure drop.
- Whenever elbows are required, use long-radius instead of short-radius ones to reduce pressure drop.
- Whenever two lines come together, use a wye instead of a tee to lower pressure drop.
- Make sure the overall pressure drop of the piping (furthest use point to the source of vacuum) does not exceed 10% of the operating pressure.
- Be sure to use threaded connections in medium to high vacuum systems, and flanges properly sealed. If you must use threaded connections, be sure they are properly sealed.
- Vacuum systems are a large source of leaks. Always remember that whatever leaks into the vacuum system expands greatly. Two ways to lessen the impact of threads are to use a sealer in the gaps of normal NPT threads or use NPT “fine cut” threads.
- Tighten flanges, regardless of type, by working in turn on “opposites” or “facing” bolts, not clockwise or counterclockwise in succession.
- Check every elastomer (gasket, O-ring, etc.). Each should be “hard” (greater than 90 durometer) to eliminate leaks arising from pressure cycling (up, down, up, etc.).
- Keep the rate-of-rise over 24 hours of the piping system to 10% or less of the operating pressure and test regularly.
For more information contact Hank van Ormer, Technical Director, Air Power USA at tel: 740.862.4112, email: support@airpowerusainc.com or https://www.airpowerusainc.com/contact/.
Read Part 1 Centralized Vacuum System Evaluations: Measurement.
To read similar articles on Industrial Vacuum Technology, please visit https://www.blowervacuumbestpractices.com/technology/rough-vac.
Visit our Webinar Archives to listen to expert presentations on Industrial Vacuum Systems at https://www.blowervacuumbestpractices.com/magazine/webinars.



